








アルミは比重が2.7で他の非鉄金属に比べ軽く『軽金属』と呼ばれてます。
アルミは軽い上に加工しやすく、 表面酸化させると耐食性もあり、電気・熱の良導体でもあるので
用途はきわめて広範です。
またアルミの融点(約660℃)は低く、他の金属に比べると少ないエネルギーで溶かすことができます。
◆リサイクル容易な金属
アルミニウムは融点(固体から液体になる温度)が低い(約660度)ので、
他の金属に比べると少ないエネルギーで簡単に溶かすことができます。
再生地金を作るときに必要なエネルギーは、新地金に比べてわずかに3パーセントですみ、
残り97%のエネルギーを節約できます。
これを電力量に換算すると、一般家庭955万世帯(東京都、神奈川県、静岡県の合計世帯数と同じ)が
一ヶ月に消費する電力量に相当します。
◆すぐれた耐食性
水や海水、薬品に対しても、すぐれた耐食性を持ち、甲子園球場の銀傘のように浜風にさらされる場所で
30年間使用されても、何ら問題は生じませんでした。
◆強度がある
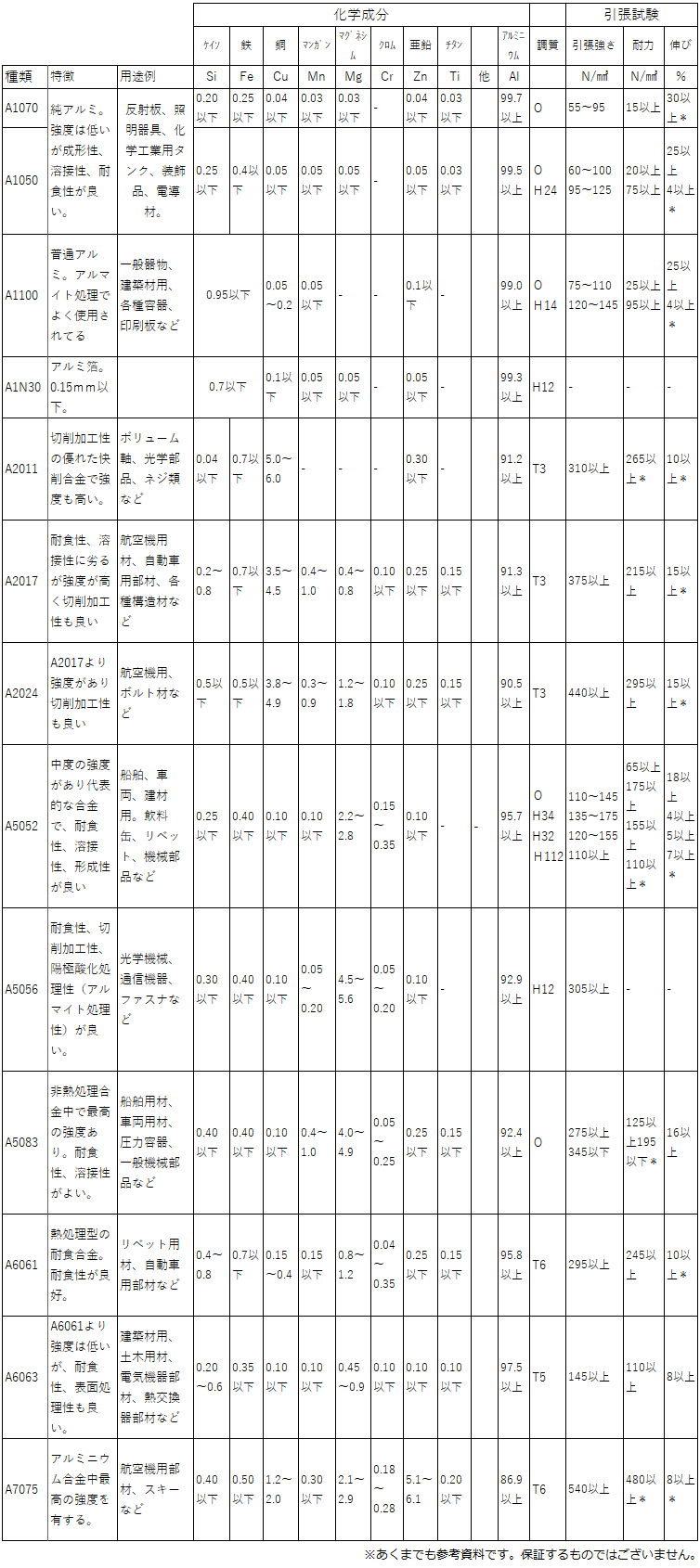
アルミには豊富な種類の合金があり、引張強さも約70~600N/mm2と幅広い範囲で変化します。
このため用途に合わせて必要強度の合金を選定できます。
◆電気導電性
アルミは銅の約60%程度の導電率です。
しかし比重が軽いため、銅の半分程度の重さのアルミを使用して、銅と同じ電流を流すことができます。
◆表面処理
アルミ独自の表面処理法である、アルマイト処理により、無色透明な酸化皮膜を表面に形成し、
美しい銀白色の金属光沢を保持したまま耐食性、耐摩耗性を大幅に向上させることができます。
◆無毒性非磁性
アルミには毒性がなく、食品類との反応もないので食品や薬品の包装容器として適しています。
また電磁気の磁場にほとんど影響されず磁気もおびないため、非磁性を要求される検査機や電気機器に用いられます。
◆反射性
アルミには赤外線から紫外線に至る光や、すべての電磁波をよく反射します。
◆低温ぜい性がない
アルミには低温になっても鉄のような低下がなく、極低温になるとかえって強度が高くなるという性質があります。
このため、LNG船やその貯蔵タンク、また超電導を利用したリニアモーターカーなどには不可欠な材料です。
表面にキズがつきやすく軽微な汚れや腐食を発生します。
湿気と塵埃に留意しなければなりません。
発生した傷が浅い場合は研磨によって取り除くことができます。
アルミニウム製品の表面の曇りをなくして、常につやのある状態を保つようにするには、
表面をシリコンクロスで絶えず磨くか、柔らかい布へ上質のワックスまたはペーストを付けて
こすりつやを出してください。
指紋などはケトン、ベンゾールでふきとります。
汚れは中性洗剤をぬるま湯で薄め柔らかい布で洗い落としてください。
その後十分水洗いし乾いた布で拭き取ってください。
タワシなどで強くこすったりすると傷がつき腐食の原因となります。
また、酸性・アルカリ性の洗剤もNGです。
参考資料『調質記号一覧』
| 記号 | 説明 |
| O | 焼きなましにより、最も軟らかい状態 |
| F | 製造したまま(押出加工のまま) |
| H | 冷間加工した硬質材料 |
| H18 | 冷間加工をおこない、加工硬化させてもの |
| H24 | H18にした後に、適度の熱処理によって所定の硬さまで低下したもの(1/2硬化) |
| H34 | 冷間加工を行い、さらに安定化処理したもの(1/2硬化) |
| H112 | 展伸材においては積極的な加工硬化を加えずに、製造したままの状態で機械的性質の保証がされたもの |
| H114 | 積極的な加工硬化を加えずに、製造したままの状態で機械的性質の保証がされたもの |
| T | 熱処理が施されたもの |
| T3 | 焼入れ後、冷間加工したもの |
| T4 | 焼きいれのみで、通常4日程度の常温放置で時効硬化したもの |
| T5 | 高温加工から急冷し、焼き戻し処理を行ったもの |
| T6 | 焼入れ後、人工時効硬化処理したもの。冷間加工を行わず優れた強度が得られる |
| T8 | 焼入れ後、冷間加工を行ってから焼き戻し処理をしたもの |
| T651 | T6に引張加工を施して、残留応力を除去したもの。加工の歪みの防止に役立つ |
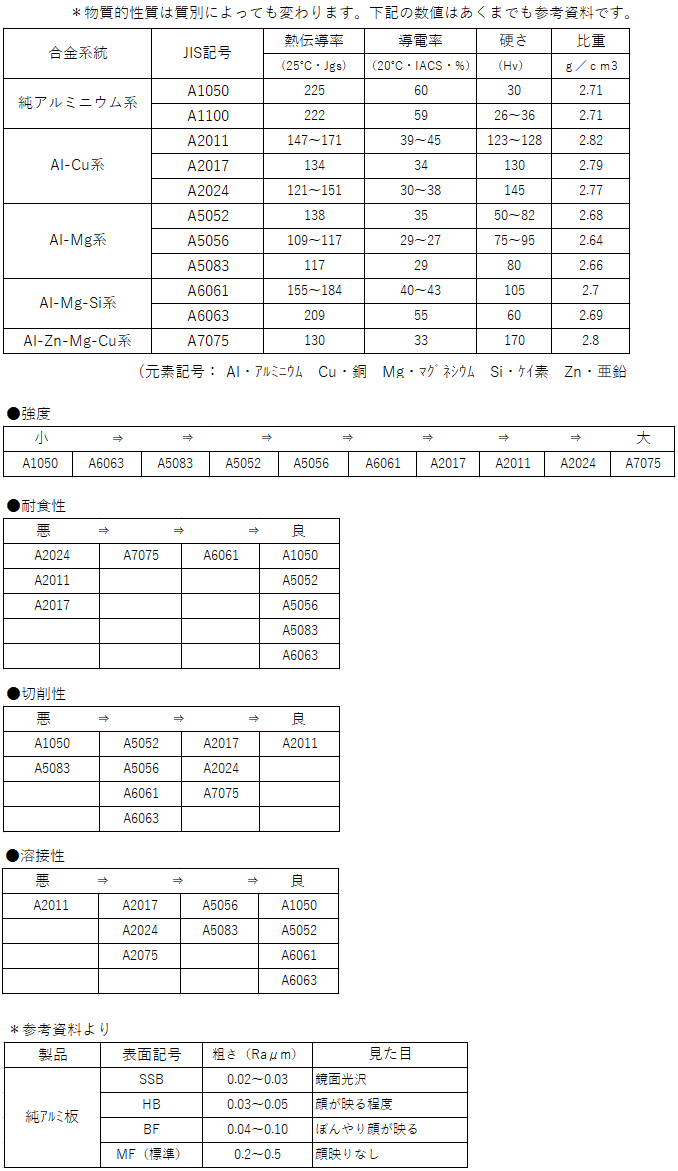
参考資料『アルミ合金物質的性質の一部』
引抜加工とは、素材を加熱することなく室温で素材をダイスの狭い穴に通して引抜くことによって加工する方法です。
引抜く素材は一般に押出し材が多く用いられます。
引抜きは一般的に押出形材よりも細くて寸法精度が良いです。
この方法によって主として管、棒がつくられますが、これらは引抜材と呼ばれています。
アルミ引抜き管サイズ公差(A1070TD・A5052TD)
外径 4~12mm以下 ±0.08
~25mm以下 ±0.10
~50mm以下 ±0.13
~75mm以下 ±0.15
~125mm以下 ±0.20
~150mm以下 ±0.25
~200mm以下 ±0.38
押出加工はアルミニウムやアルミ合金を400~500℃の熱間で押出す方法です。
一般には円柱の鉄塊(ビレット)を押出機を用いて、強い圧力を加えて各種の形状を持つダイス穴から出して、
細長い加工製品(押出材)をつくります。
この方法によると、他の加工法では製造することが難しい中空品や複雑な断面形状の製品でも、
1回の押出工程で容易に作ることが可能です。
また寸法精度の非常に厳しい形状の製品を作ることもできます。
アルミ押出し管サイズ公差(A6063TE)
外径 13~25mm以下 ±0.25
~50mm以下 ±0.30
~100mm以下 ±0.38
~150mm以下 ±0.64
~200mm以下 ±0.89